Application of tool setting in machining center
In modern machining and manufacturing, high efficiency and high precision have always been the goal pursued by machine tool users and machine tool designers. With the emergence of machining center machine tools, parts requiring a variety of cutting tools and cutting processes can be processed automatically at one time on one machine tool.
However, due to the different length of each tool in the tool magazine, it is necessary to measure its length difference and correct the tool length. The traditional manual measurement method is time-consuming and laborious, and there are human measurement errors. The application of automatic tool setting technology can realize accurate measurement and automatic compensation of tool length.

Principle of automatic tool setting
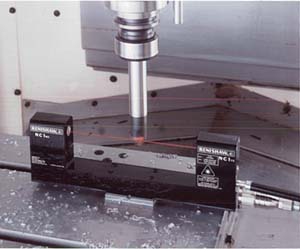
Generally speaking, the automatic tool setting instrument can be used for tool length and tool radius measurement. This paper takes the tool length measurement commonly used in vertical machining center as an example to illustrate the automatic measurement technology of the tool setting. The tool length is measured by the tool setting through the z-axis down movement command with G31.
When the tool tip contacts the light touch switch of the tool setting , its signal is immediately input into the NC system through the skip interface, so that the z-axis down movement command with G31 terminates execution and jumps to the next section to continue execution. At the same time, the current mechanical coordinate value of z-axis is read out through the system variable, Then, through the calculation in the macro program, the difference of tool length, that is, the tool compensation value, is written into the compensation variable corresponding to the tool number.
Macro program for automatic measurement:
In the use of the tool setting , two kinds of measurement are required. One is to measure the drop value between the workpiece and the tool setting instrument, that is, the z-axis displacement difference between the upper surface of the workpiece and the touch switch of the tool setting.
For the same workpiece, it only needs to be measured once; The other is to measure the length compensation value of each tool, and each tool should be measured separately. Both measurements need to call and execute the corresponding macro program through M code.

Measurement preparation and measurement method:
Measure the drop value between the workpiece and the tool setting : contact the current tool of the spindle (or any tool in the tool magazine) with the upper surface of the workpiece, and then execute the M35 command in MDI mode. After the measurement, the drop value is automatically written into the system variable. Each time a new workpiece is replaced, the M35 command shall be used to measure the drop value between the workpiece and the tool setting instrument.
Tool setting is a precision measuring instrument, and its accuracy and safety are very important for machine tools. Therefore, necessary safety protection measures need to be taken.
Protective measures for safe operation of automatic tool setting
(1) In order to prevent the tool from being damaged by the tool under abnormal conditions, the tool setting is equipped with an over travel protection switch, which is generally a normally closed signal and connected to the I / O input point of the NC system. When an abnormal condition occurs, the tool contacts the protection switch and disconnects its signal, and the system immediately enters the z-axis interlock protection state and generates an alarm, so as to avoid damaging the tool setting .
(2) the same as the tool change macro program of the tool magazine, the macro program called by the tool setter is also prohibited from being modified and deleted by the user. In order to protect these machine tool manufacturers’ procedures, the following parameters can be set as needed.
(3) Blowing: since the tool setting is generally installed on the machine tool workbench, it is easy to be affected by cutting fluid or machining debris and reduce the measurement accuracy, it is necessary to use the tool setting with blowing device (see M17 / M18 code in macro program), so that the liquid or debris on the switch can be blown off before the tool touches the tool setting instrument and touches the switch, So as to ensure the measurement accuracy.